
三河口矿业公司因地制宜推进选煤厂智能化建设,围绕重介生产,大力实施“无人车间”创建,推动洗选生产从“人控”向“数控”“智控”跨越。

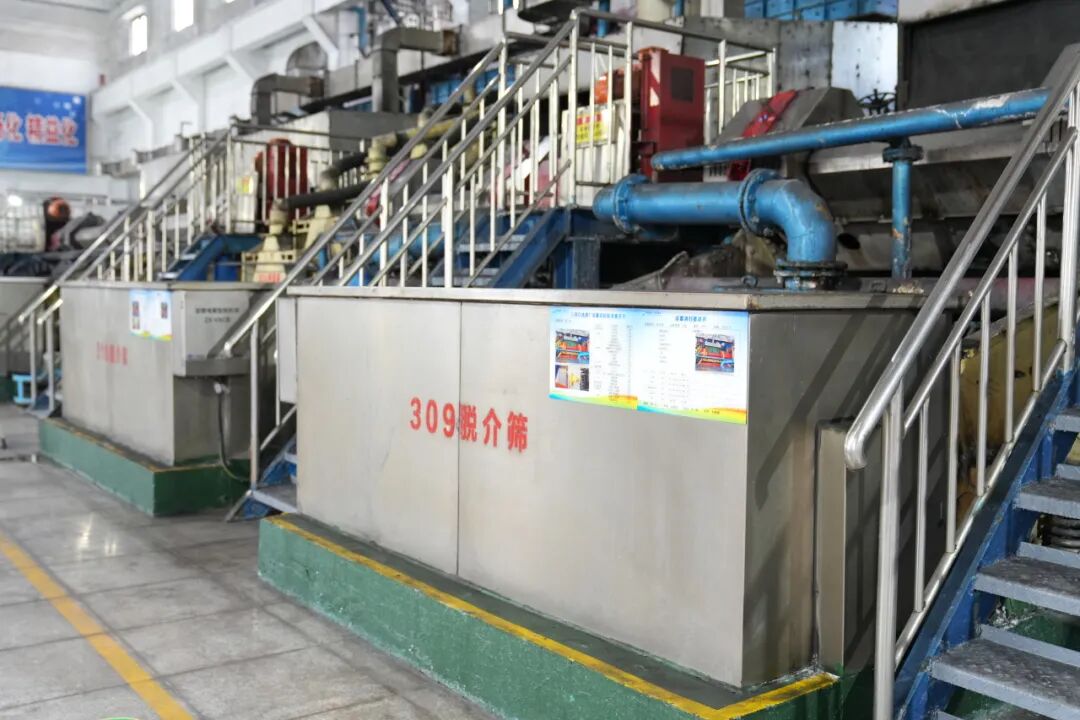
在该公司选煤厂重介分选车间,只有设备的轰鸣,见不到巡查人员的踪影,AI智能识别系统24小时在线“盯梢”,脱介筛筛板是否脱落、磁选机有没有溢流,系统都能在毫秒间发现并自动报警。安装在电机、减速机上的无线传感器,如“贴身医生”一样,实时监测设备的温度、振动等“生命体征”,数据源源不断传回集控中心。一旦指标异常,系统会提前预警,把隐患消灭在萌芽状态。
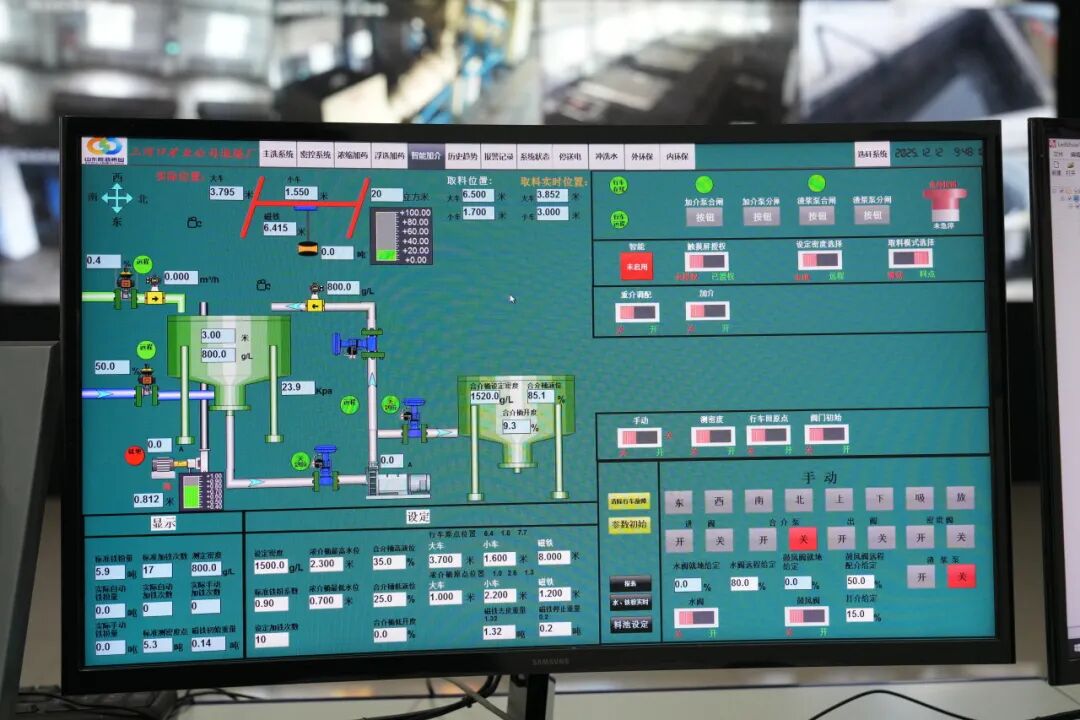
工艺指标是洗选质量的“生命线”。该公司攻关人工干预环节,在重介分选环节应用MPC智能密度控制系统,通过与在线测灰仪协同运作,建立精煤灰分与分选密度的数学模型,动态调整分选参数,确保精煤灰分波动控制在极窄区间,形成“检测—反馈—调整”的智能闭环。

与此同时,智能加介系统利用3D物位激光雷达与精准数学模型,实现介质自动添加;智能加药系统根据入料浓度和水质自动调整药量配比,大幅压减人工干预,在稳定产品质量的同时,实现了降本增效。
仪器仪表的精准可靠是无人化运行的前提。该公司先期组织技术力量,对车间管路、溜槽等关键部位进行磨损整治,全面排查优化仪器仪表系统,确保数据采集传输的准确稳定。同步推进车间环境改善,通过自动化手段杜绝煤、介、水、风的“跑冒滴漏”,打造“标准化、无尘化”厂房。

在此基础上,他们进一步整合数据资源,依托超融合管理平台构建“选煤大脑”,打破信息孤岛,实现全流程数据的互联互通与智能决策。管理人员通过“智慧洗选移动APP”,一部手机即可串联起“云端指挥”与“现场执行”,实时查看设备状态、处理隐患、追溯生产记录,实现了现场无人、全程智能监控。
